Lasersko zavarivanje je jedna od važnih tehnologija laserske obrade materijala od 1970-ih.
Uz kontinuiranu zrelost tehnologije i pad cijena laserskih uređaja, šeme laserskog zavarivanja su sve više korištene u različitim industrijama.

Industrijske kompanije kao što su HIGHYAG, TRUMPF uložile su napore u istraživanje i razvoj tehnologije i opreme za zavarivanje laserskim skeniranjem u skladu sa zahtjevima procesa i postigle efikasna rješenja postrojenja za lasersko skeniranje zavarivanja.

U poređenju sa tradicionalnom tehnologijom zavarivanja, tačnije i efikasnije prednosti zavarivanja laserskim skeniranjem su u potpunosti potvrđene.
U međuvremenu, industrijski stručnjaci nastavljaju da poboljšavaju tehnologiju primjene laserskog zavarivanja, kako bi promovirali upotrebu ovog procesa u više industrija.
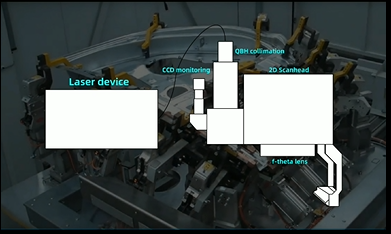
Uobičajeni set sistema za zavarivanje laserskim skeniranjem sastoji se od pet osnovnih modula: laserski uređaj, QBH kolimacija, CCD nadzor, glava za skeniranje i f-theta sočivo.
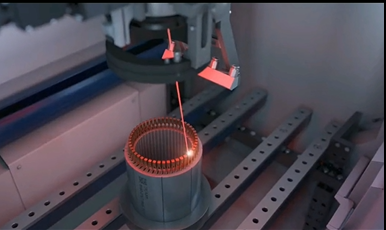
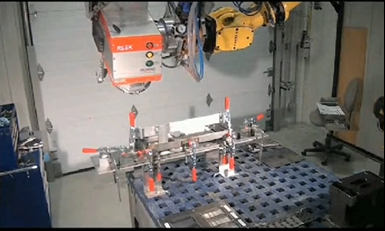
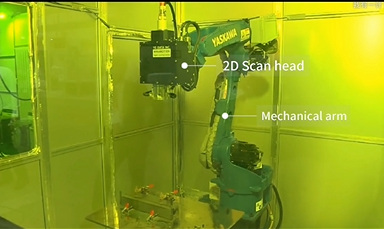
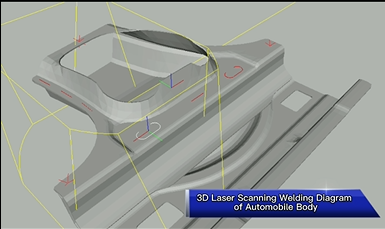
U ranoj fazi, rješenje za lasersko zavarivanje uglavnom je koristilo 2D glavu za skeniranje u kombinaciji s mehaničkom rukom, koristeći fleksibilno kretanje mehaničke ruke s više stupnjeva slobode kako bi se ostvarilo svo tačko zavarivanje u području obrade na fiksnoj žižnoj daljini. Ovo rješenje je široko primijenjeno u masovnoj proizvodnji automobilskih karoserija i rezervnih dijelova za postizanje lake težine automobila.
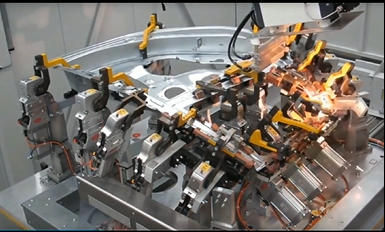
Uz kontinuirano poboljšanje automatizacije, upotreba tehnologije zavarivanja laserskim skeniranjem postaje sve ekstenzivnija u industriji. Na primjer, u brzom usponu industrije novih energetskih vozila, novi dizajn auto dijelova, energetskih baterija i drugih komponenti za obradu, predstavlja veći izazov postojećem rješenju i postavlja veće zahtjeve za start-stop frekvenciju i tačnost pozicioniranja mehaničke ruke u zavarivanju.
Kako postići lasersko zavarivanje velike brzine na velikoj složenoj površinskoj komponenti? Kako postići brzo podešavanje žižne daljine pod različitim radnim visinama? Sve ovo je postalo teško nadograditi proces zavarivanja.
Možemo nadograditi 2D glavu za skeniranje u opremi sistema za zavarivanje laserskim skeniranjem u 3D sistem dinamičkog fokusa, dinamička osa u Z-smjeru dinamičkog fokusnog sistema može sarađivati u kombinaciji sa XY osom.Kako se radna udaljenost mijenja tokom procesa zavarivanja, dinamička os u smjeru Z se pomiče naprijed-nazad kako bi se napravila kompenzacija fokusa, može garantovati konzistentnost fokusa tačke u cijelom radnom procesu i ostvariti integrirano zavarivanje velike brzine veliki raspon složenih površinskih dijelova, te uvelike smanjuju vrijeme pozicioniranja robotske ruke i vrijeme koraka u proizvodnji.
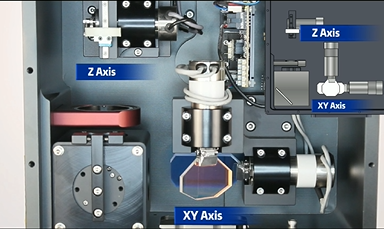
Istovremeno, da bi se smanjila greška u pozicioniranju uzrokovana čestim pokretanjem i zaustavljanjem mehaničke ruke, brzo podešavanje fokusa različitih visina može se realizirati kroz potpunu koordinaciju između dinamičke osi u smjeru Z i osi XY dinamičke ose. fokusirati sistem, i završiti radove zavarivanja. Efikasnost je visoko poboljšana, lako postići automatizaciju proizvodne linije.
Saznajte više na kanalu FEELTEK TECHNOLOGY
Vrijeme objave: Sep-23-2022