La saldatura laser è una delle più importanti tecnologie di lavorazione laser dei materiali dagli anni '70.
Con la continua maturità della tecnologia e il calo dei prezzi dei dispositivi laser, gli schemi di saldatura laser sono stati utilizzati sempre più ampiamente in vari settori.

Aziende industriali come HIGHYAG, TRUMPF si sono impegnate nella ricerca e nello sviluppo di tecnologie e apparecchiature di saldatura a scansione laser in base ai requisiti di processo e hanno ottenuto soluzioni efficienti per impianti di saldatura a scansione laser.

Rispetto alla tecnologia di saldatura tradizionale, i vantaggi più precisi ed efficienti della saldatura a scansione laser sono stati pienamente verificati.
Nel frattempo, gli esperti industriali continuano a migliorare la tecnologia di applicazione della saldatura laser, per promuovere l'uso di questo processo in più settori.
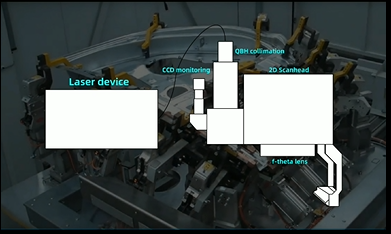
Un insieme comune di sistemi di saldatura a scansione laser è costituito da cinque moduli principali: dispositivo laser, collimazione QBH, monitoraggio CCD, testa di scansione e lente f-theta.
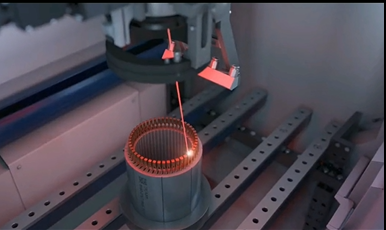
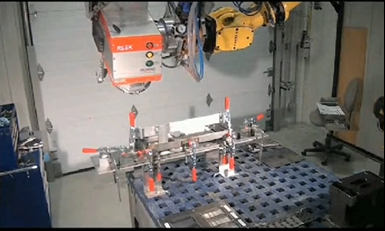
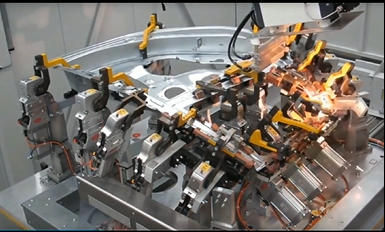
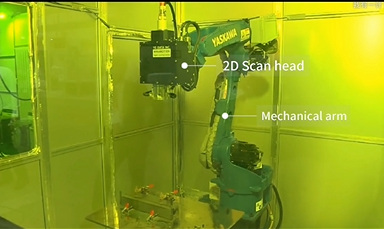
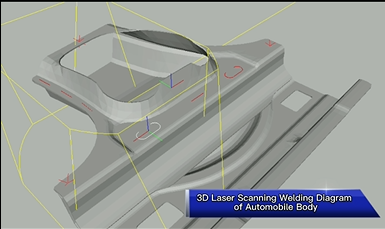
Nella fase iniziale, la soluzione di saldatura laser utilizzava principalmente una testa di scansione 2D combinata con un braccio meccanico, sfruttando il movimento flessibile del braccio meccanico con molteplici gradi di libertà per realizzare tutti i punti di saldatura nell'area di lavorazione a una lunghezza focale fissa. Questa soluzione è stata ampiamente applicata nella produzione di massa di carrozzerie e pezzi di ricambio per automobili per ottenere un alleggerimento automobilistico.
Con il continuo miglioramento dell'automazione, l'uso della tecnologia di saldatura a scansione laser diventa più ampio nel settore. Ad esempio, nel settore dei veicoli a nuova energia in rapida crescita, il nuovo design di ricambi per auto, batterie di alimentazione e altri componenti di elaborazione, presenta una sfida maggiore per la soluzione esistente e propone requisiti più elevati per la frequenza di avvio-arresto e la precisione di posizionamento del braccio meccanico nella saldatura.
Come ottenere una saldatura laser ad alta velocità su un componente di superficie complessa e di grandi dimensioni? Come ottenere una rapida regolazione della lunghezza focale a diverse altezze di lavoro? Tutti questi sono diventati difficili da aggiornare del processo di saldatura.
Possiamo aggiornare la testa di scansione 2D nell'apparecchiatura del sistema di saldatura a scansione laser a un sistema di messa a fuoco dinamica 3D, l'asse dinamico in direzione Z del sistema di messa a fuoco dinamica può cooperare insieme all'asse XY.Man mano che la distanza di lavoro cambia durante il processo di saldatura, l'asse dinamico in direzione Z si muove avanti e indietro per effettuare la compensazione della messa a fuoco, può garantire la coerenza della messa a fuoco spot nell'intero processo di lavoro e realizzare la saldatura integrata ad alta velocità di l'ampia gamma di parti di superficie complesse e riduce notevolmente il tempo di posizionamento del braccio robotico e il tempo di passaggio nella produzione.
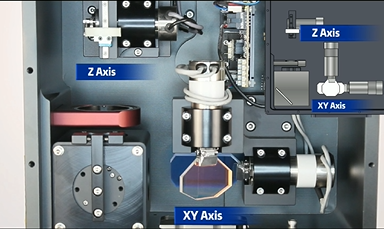
Allo stesso tempo, per ridurre l'errore di posizionamento causato dal frequente avvio e arresto del braccio meccanico, la rapida regolazione della messa a fuoco di diverse altezze può essere realizzata attraverso la completa coordinazione tra l'asse dinamico della direzione Z e l'asse XY del braccio dinamico sistema di messa a fuoco e finitura del lavoro di saldatura. L'efficienza è notevolmente migliorata, l'automazione della linea di produzione è facile da ottenere.
Scopri di più dal canale FEELTEK TECHNOLOGY
Orario di pubblicazione: 23 settembre 2022