Лазерная сварка является одной из важных технологий лазерной обработки материалов с 1970-х годов.
С развитием технологий и снижением цен на лазерные устройства схемы лазерной сварки стали более широко использоваться в различных отраслях промышленности.

Промышленные компании, такие как HIGHYAG, TRUMPF, приложили усилия к исследованию и разработке технологий и оборудования для лазерной сканирующей сварки в соответствии с технологическими требованиями и разработали эффективные решения для установок лазерной сканирующей сварки.

По сравнению с традиционной технологией сварки были полностью подтверждены более точные и эффективные преимущества лазерной сканирующей сварки.
Тем временем промышленные эксперты продолжают совершенствовать технологию применения лазерной сварки, чтобы способствовать использованию этого процесса в большем количестве отраслей.
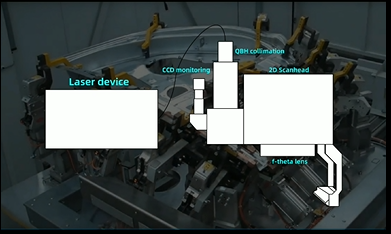
Обычный набор систем лазерной сканирующей сварки состоит из пяти основных модулей: лазерного устройства, коллимации QBH, ПЗС-мониторинга, сканирующей головки и f-тета-линзы.
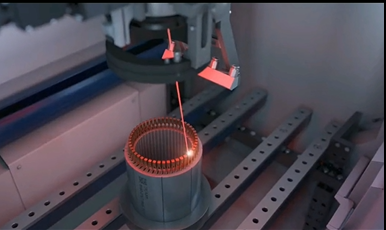
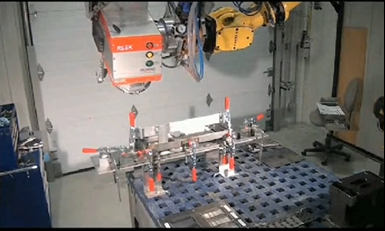
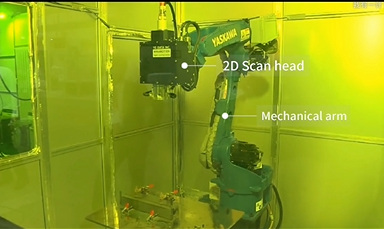
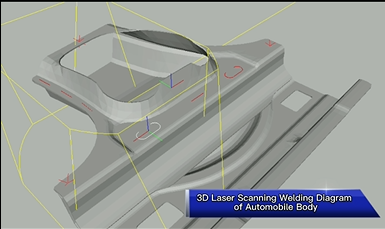
На ранней стадии решение для лазерной сварки в основном использовало 2D-сканирующую головку в сочетании с механической рукой, используя гибкое движение механической руки с несколькими степенями свободы для реализации всей точечной сварки в зоне обработки с фиксированным фокусным расстоянием. Это решение широко применяется при массовом производстве автомобильных кузовов и запасных частей для достижения облегчения автомобиля.
Благодаря постоянному совершенствованию автоматизации использование технологии лазерной сканирующей сварки становится все более обширным в отрасли. Например, в быстро развивающейся автомобильной промышленности, работающей на новой энергии, новый дизайн автозапчастей, силовых батарей и обработка других компонентов представляет собой представляет собой более серьезную проблему для существующего решения и выдвигает более высокие требования к частоте пуска и остановки и точности позиционирования механического рычага при сварке.
Как добиться высокоскоростной лазерной сварки на больших сложных поверхностях? Как добиться быстрой регулировки фокусного расстояния при различной высоте работы? Все это стало сложной модернизацией процесса сварки.
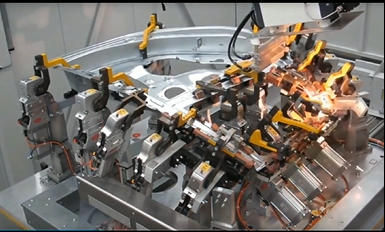
Мы можем модернизировать 2D-сканирующую головку в оборудовании системы лазерного сканирования и сварки до 3D-системы динамической фокусировки, динамическая ось Z-направления системы динамической фокусировки может взаимодействовать вместе с осью XY.Поскольку рабочее расстояние изменяется во время процесса сварки, динамическая ось Z-направления перемещается вперед и назад, чтобы обеспечить компенсацию фокуса, что может гарантировать постоянство точечного фокуса в течение всего рабочего процесса и реализовать высокоскоростную интегрированную сварку. большой выбор сложных поверхностных деталей и значительно сокращает время позиционирования роботизированной руки и время этапа производства.
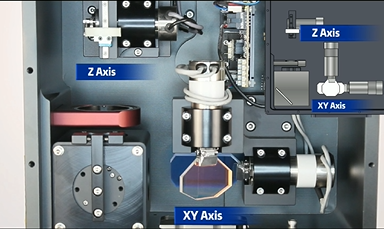
В то же время, чтобы уменьшить ошибку позиционирования, вызванную частым запуском и остановкой механического рычага, можно реализовать быструю регулировку фокуса на разных высотах за счет полной координации между динамической осью направления Z и осью XY динамического механизма. Система фокусировки и завершение сварочных работ. Эффективность значительно повысилась, легко добиться автоматизации производственной линии.
Узнайте больше на канале FEELTEK TECHNOLOGY
Время публикации: 23 сентября 2022 г.