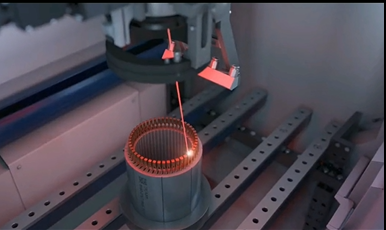
Lasersvejsning er en af de vigtige lasermaterialebehandlingsteknologier siden 1970'erne.
Med den kontinuerlige modenhed af teknologi og prisfaldet på laseranordninger er lasersvejsesystemer blevet mere udbredt i forskellige industrier.

Industrielle virksomheder som HIGHYAG,TRUMPF har sat indsats i forskning og udvikling af laserscanningssvejseteknologi og udstyr i henhold til proceskrav og opnået effektive laserscanningssvejseanlægsløsninger.

Sammenlignet med traditionel svejseteknologi er de mere nøjagtige og mere effektive fordele ved laserscanningssvejsning blevet fuldt verificeret.
I mellemtiden fortsætter de industrielle eksperter med at forbedre lasersvejseapplikationsteknologien for at fremme brugen af denne proces i flere industrier.
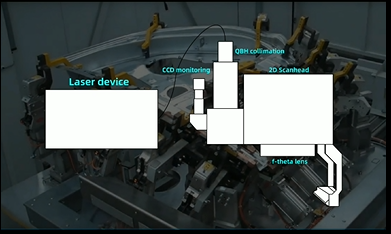
Et fælles sæt laserscanningssvejsesystemer består af fem kernemoduler: laserenhed, QBH-kollimation, CCD-overvågning, scanningshoved og f-theta-linse.
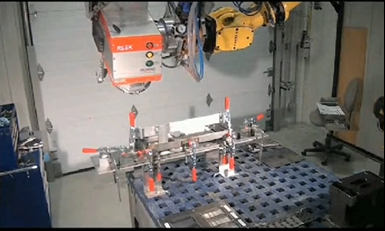
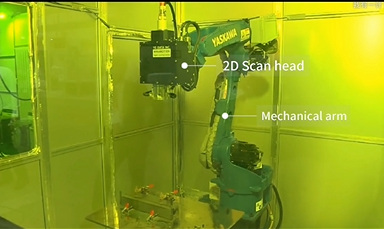
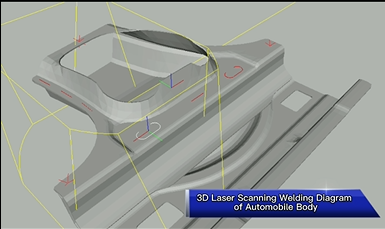
I det tidlige stadie brugte lasersvejseløsningen hovedsageligt et 2D-scanningshoved kombineret med en mekanisk arm, ved at bruge den fleksible bevægelse af den mekaniske arm med flere frihedsgrader til at realisere al punktsvejsning i bearbejdningsområdet med en fast brændvidde. Denne løsning er blevet anvendt i vid udstrækning inden for massefremstilling af automobilkarosserier og reservedele for at opnå letvægt til biler.
Med den kontinuerlige forbedring af automatisering bliver brugen af laserscanningssvejseteknologi mere omfattende i industrien. For eksempel præsenterer det i den hastigt stigende nye energikøretøjsindustri, det nye design af bildele, strømbatterier og andre komponenters behandling. en større udfordring til den eksisterende løsning og stiller højere krav til start-stop-frekvensen og positioneringsnøjagtigheden af den mekaniske arm ved svejsning.
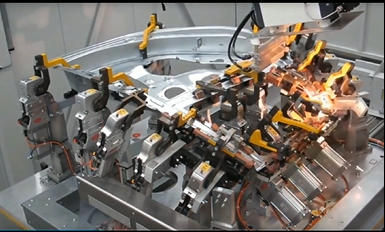
Hvordan opnår man højhastigheds lasersvejsning på en stor kompleks overfladekomponent?Hvordan opnår man hurtig brændviddejustering under forskellige arbejdshøjder?Alle disse er blevet en vanskelig opgradering af svejseprocessen.
Vi kan opgradere 2D-scanningshovedet i laserscanningssvejsesystemets udstyr til et 3D dynamisk fokussystem, Z-retningens dynamiske akse af det dynamiske fokussystem kan samarbejde i forbindelse med XY-aksen.Da arbejdsafstanden ændrer sig under svejseprocessen, bevæger Z-retningens dynamiske akse sig frem og tilbage for at kompensere for fokus, det kan garantere konsistensen af punktfokus i hele arbejdsprocessen og realisere højhastigheds integreret svejsning af det store udvalg af komplekse overfladedele, og i høj grad reducere robotarmens positioneringstid og trintiden i produktionen.
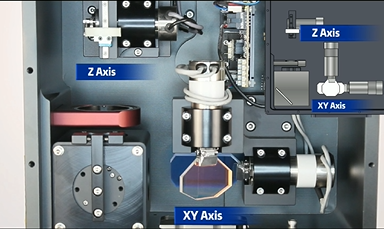
På samme tid, for at reducere positioneringsfejlen forårsaget af den hyppige start og stop af den mekaniske arm, kan den hurtige fokusjustering af forskellige højder realiseres gennem den fuldstændige koordinering mellem Z-retningens dynamiske akse og XY-aksen af den dynamiske fokussystem, og afslutte svejsearbejdet. Effektiviteten er stærkt forbedret, let at opnå produktionslinjeautomatisering.
Få mere at vide fra FEELTEK TECHNOLOGY-kanalen
Indlægstid: 23. september 2022