Лазерная зварка - адна з важных тэхналогій лазернай апрацоўкі матэрыялаў з 1970-х гадоў.
З бесперапынным развіццём тэхналогій і зніжэннем коштаў на лазерныя прылады схемы лазернай зваркі атрымалі больш шырокае прымяненне ў розных галінах прамысловасці.

Такія прамысловыя кампаніі, як HIGHYAG, TRUMPF, прыклалі намаганні да даследаванняў і распрацоўкі тэхналогіі і абсталявання для зваркі з лазерным сканаваннем у адпаведнасці з патрабаваннямі працэсу і атрымалі эфектыўныя рашэнні для ўстаноўкі зваркі з лазерным сканаваннем.

У параўнанні з традыцыйнай тэхналогіяй зваркі больш дакладныя і эфектыўныя перавагі зваркі лазерным сканаваннем былі цалкам правераны.
Між тым, прамысловыя эксперты працягваюць удасканальваць тэхналогію прымянення лазернай зваркі, каб спрыяць выкарыстанню гэтага працэсу ў большай колькасці галін.
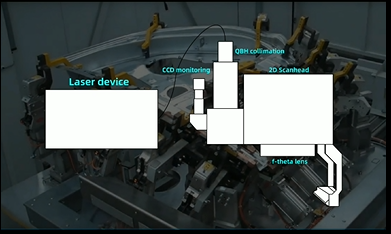
Звычайны набор сістэм зваркі з лазерным сканаваннем складаецца з пяці асноўных модуляў: лазернай прылады, калімацыі QBH, маніторынгу ПЗС, галоўкі сканавання і f-тэта-лінзы.
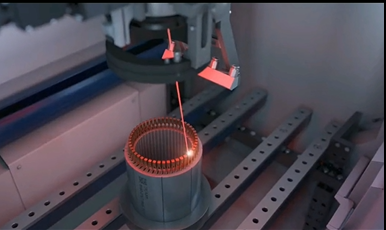
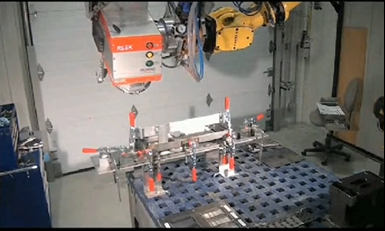
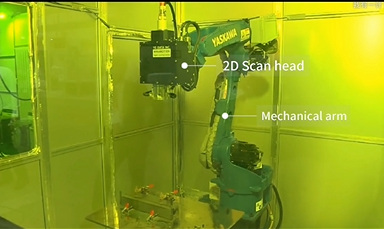
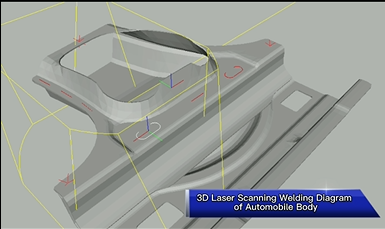
На ранняй стадыі рашэнне для лазернай зваркі ў асноўным выкарыстоўвала галоўку 2D-сканавання ў спалучэнні з механічнай рукой, выкарыстоўваючы гнуткае перамяшчэнне механічнай рукі з некалькімі ступенямі свабоды для рэалізацыі ўсёй кропкавай зваркі ў зоне апрацоўкі пры фіксаванай фокуснай адлегласці. Гэта рашэнне шырока прымяняецца ў масавай вытворчасці аўтамабільных кузаваў і запасных частак для дасягнення аўтамабільнай лёгкасці.
З бесперапынным удасканаленнем аўтаматызацыі выкарыстанне тэхналогіі лазернай сканавальнай зваркі становіцца больш шырокім у прамысловасці. Напрыклад, у хутка развіваецца індустрыі новых энергетычных аўтамабіляў, новы дызайн аўтазапчастак, акумулятараў і апрацоўкі іншых кампанентаў, ён прадстаўляе больш сур'ёзны выклік існуючаму рашэнню і вылучае больш высокія патрабаванні да частаты запуску і прыпынку і дакладнасці пазіцыянавання механічнай рукі пры зварцы.
Як дамагчыся высакахуткаснай лазернай зваркі на вялікіх складаных кампанентах паверхні? Як дасягнуць хуткай рэгулявання фокуснай адлегласці пад рознымі працоўнымі вышынямі? Усё гэта стала складаным працэсам мадэрнізацыі зваркі.
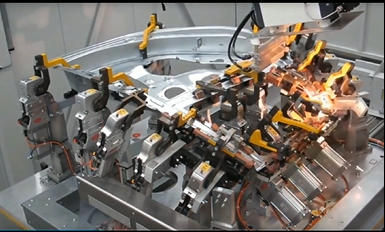
Мы можам абнавіць галоўку 2D-сканавання ў абсталяванні сістэмы зваркі з лазерным сканаваннем да сістэмы 3D-дынамічнай факусоўкі, дынамічная вось Z-напрамку сістэмы дынамічнай факусоўкі можа ўзаемадзейнічаць з воссю XY.Калі рабочая адлегласць змяняецца падчас працэсу зваркі, дынамічная вось Z у напрамку рухаецца наперад і назад, каб зрабіць кампенсацыю фокусу, гэта можа гарантаваць паслядоўнасць кропкавага фокусу ва ўсім працоўным працэсе і рэалізаваць высакахуткасную інтэграваную зварку вялікі асартымент дэталяў са складанай паверхняй і значна скараціць час пазіцыянавання рукі робата і час вытворчасці.
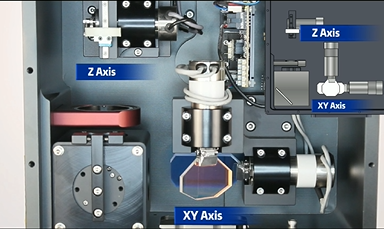
У той жа час, каб паменшыць памылку пазіцыянавання, выкліканую частым запускам і прыпынкам механічнай рукі, можна рэалізаваць хуткую рэгуляванне факусіроўкі розных вышынь праз поўную каардынацыю паміж дынамічнай воссю Z і XY дынамічнай восі. сістэма факусіроўкі і скончыць зварачныя работы. Эфектыўнасць значна палепшылася, лёгка дасягнуць аўтаматызацыі вытворчай лініі.
Даведайцеся больш на канале FEELTEK TECHNOLOGY
Час публікацыі: 23 верасня 2022 г