A saldatura laser hè una di l'impurtanti tecnulugia di trasfurmazioni di materiale laser dapoi l'anni 1970.
Cù a maturità cuntinuu di a tecnulugia è a diminuzione di u prezzu di i dispusitivi laser, i schemi di saldatura laser sò stati più utilizati in diverse industrii.

L'imprese industriali cum'è HIGHYAG, TRUMPF anu fattu sforzi in a ricerca è u sviluppu di a tecnulugia di saldatura à scansione laser è l'attrezzatura in cunfurmità cù i bisogni di u prucessu, è anu ottinutu soluzioni efficienti di impianti di saldatura à scansione laser.

In cunfrontu cù a tecnulugia di saldatura tradiziunale, i vantaghji più precisi è più efficaci di a saldatura à scanning laser sò stati verificati cumplettamente.
Intantu, i sperti industriali cuntinueghjanu à migliurà a tecnulugia di applicazione di saldatura laser, per prumove l'usu di stu prucessu in più industrii.
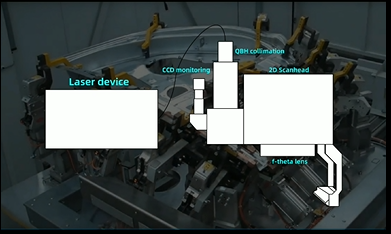
Un inseme cumuni di sistemi di saldatura di scansione laser hè custituitu da cinque moduli core: apparatus laser, collimazione QBH, monitoraghju CCD, testa di scansione è lenti f-theta.
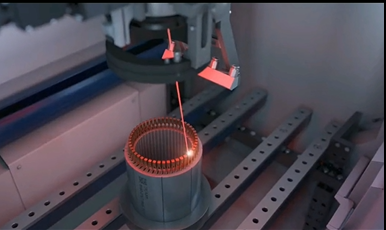
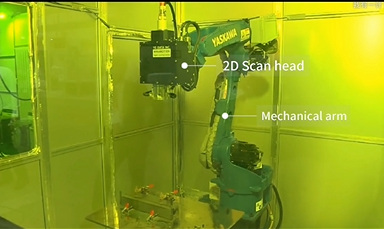
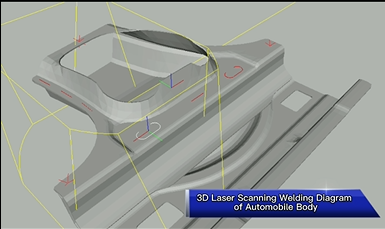
In a prima fase, a suluzione di saldatura laser usava principalmente una testa di scansione 2D cumminata cù un bracciu meccanicu, utilizendu u muvimentu flessibile di u bracciu meccanicu cù parechji gradi di libertà per rializà tutte e punte di saldatura in l'area di machining à una lunghezza focale fissa. Sta suluzione hè stata largamente applicata in a fabricazione di massa di corpi di l'automobile è di pezzi di ricambio per ottene l'algerimentu di l'automobile.
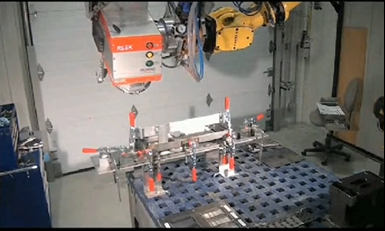
Cù u migliuramentu cuntinuu di l'automatizazione, l'usu di a tecnulugia di saldatura di scanning laser diventa più estensivu in l'industria. una sfida più grande à a suluzione esistente è presenta esigenze più elevate per a frequenza di start-stop è a precisione di posizionamentu di u bracciu meccanicu in a saldatura.
Cumu ottene una saldatura laser d'alta velocità nantu à una grande cumpunente di superficia cumplessa? Cumu ghjunghje l'aghjustamentu rapidu di a lunghezza focale sottu diverse altezze di travagliu? Tutti questi sò diventati difficili di l'aghjurnamentu di u prucessu di saldatura.
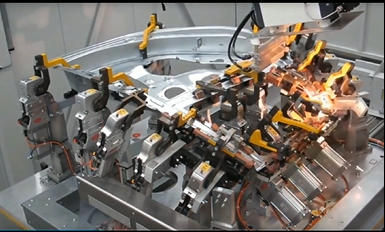
Pudemu aghjurnà a testa di scansione 2D in l'equipaggiu di u sistema di saldatura di scansione laser à un sistema di focus dinamicu 3D, l'assi dinamicu in direzione Z di u sistema di focus dinamicu pò cooperà in cunjunzione cù l'assi XY.Siccomu a distanza di travagliu cambia durante u prucessu di saldatura, l'asse dinamicu di a direzzione Z si move avanti è avanti per fà a compensazione di u focu, pò guarantisci a coerenza di u focu spot in tuttu u prucessu di travagliu, è realizà a saldatura integrata à alta velocità di a larga gamma di parti di superficia cumplessu, è riduce assai u tempu di pusizioni di u bracciu roboticu è u tempu di passu in a produzzione.
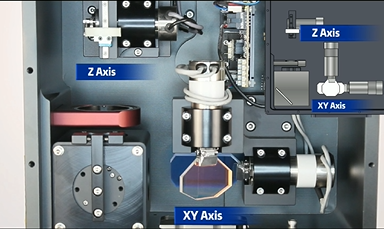
À u listessu tempu, per riduce l'errore di posizionamentu causatu da l'iniziu frequente è a fine di u bracciu meccanicu, l'aghjustamentu rapidu di focus di diverse altezze pò esse realizatu per mezu di a coordinazione cumpleta trà l'assi dinamica Z-direzzione è l'assi XY di a dinamica. sistema focus, è finisce u work.The saldatura efficienza hà assai migliuratu, facile à ghjunghje l 'automatizazione linea di pruduzzioni.
Sapete di più da u canale FEELTEK TECHNOLOGY
Tempu di pubblicazione: 23-sep-2022