การเชื่อมด้วยเลเซอร์เป็นหนึ่งในเทคโนโลยีการประมวลผลวัสดุเลเซอร์ที่สำคัญนับตั้งแต่ทศวรรษ 1970
ด้วยการเติบโตอย่างต่อเนื่องของเทคโนโลยีและราคาที่ลดลงของอุปกรณ์เลเซอร์ แผนการเชื่อมด้วยเลเซอร์จึงถูกนำมาใช้กันอย่างแพร่หลายในอุตสาหกรรมต่างๆ

บริษัทอุตสาหกรรม เช่น HIGHYAG, TRUMPF ได้ทุ่มเทความพยายามในการวิจัยและพัฒนาเทคโนโลยีและอุปกรณ์การเชื่อมด้วยการสแกนด้วยเลเซอร์ตามความต้องการของกระบวนการ และประสบความสำเร็จในการแก้ปัญหาโรงงานการเชื่อมด้วยการสแกนด้วยเลเซอร์ที่มีประสิทธิภาพ

เมื่อเปรียบเทียบกับเทคโนโลยีการเชื่อมแบบดั้งเดิม ข้อดีของการเชื่อมด้วยการสแกนด้วยเลเซอร์ที่แม่นยำและมีประสิทธิภาพมากกว่านั้นได้รับการตรวจสอบอย่างสมบูรณ์แล้ว
ในขณะเดียวกัน ผู้เชี่ยวชาญทางอุตสาหกรรมยังคงปรับปรุงเทคโนโลยีการเชื่อมด้วยเลเซอร์อย่างต่อเนื่อง เพื่อส่งเสริมการใช้กระบวนการนี้ในอุตสาหกรรมต่างๆ มากขึ้น
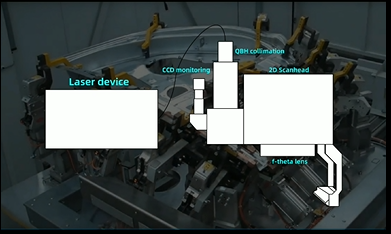
ชุดระบบการเชื่อมด้วยการสแกนด้วยเลเซอร์ทั่วไปประกอบด้วยโมดูลหลักห้าโมดูล: อุปกรณ์เลเซอร์, การปรับเทียบ QBH, การตรวจสอบ CCD, หัวสแกน และเลนส์ f-theta
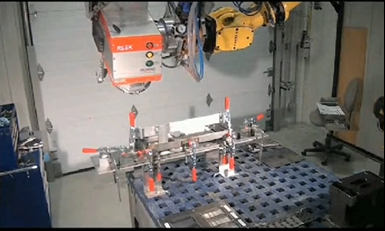
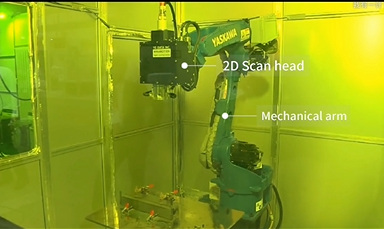
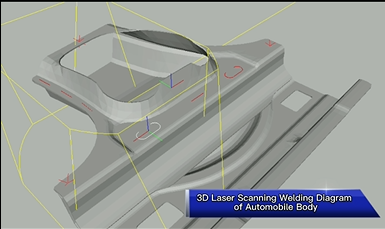
ในช่วงแรก โซลูชันการเชื่อมด้วยเลเซอร์ใช้หัวสแกน 2 มิติร่วมกับแขนกลเป็นหลัก โดยใช้การเคลื่อนไหวที่ยืดหยุ่นของแขนกลซึ่งมีอิสระหลายระดับเพื่อให้ทราบถึงการเชื่อมทุกจุดในพื้นที่การตัดเฉือนที่ความยาวโฟกัสคงที่ โซลูชันนี้ถูกนำไปใช้อย่างกว้างขวางในการผลิตตัวถังรถยนต์และชิ้นส่วนอะไหล่จำนวนมากเพื่อให้มีน้ำหนักเบาสำหรับยานยนต์
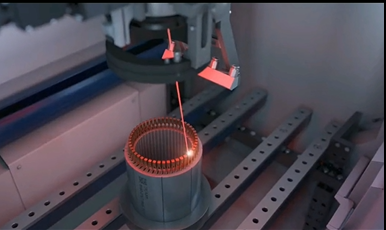
ด้วยการปรับปรุงระบบอัตโนมัติอย่างต่อเนื่อง การใช้เทคโนโลยีการเชื่อมด้วยการสแกนด้วยเลเซอร์จึงแพร่หลายมากขึ้นในอุตสาหกรรม ตัวอย่างเช่น ในอุตสาหกรรมยานยนต์พลังงานใหม่ที่เพิ่มขึ้นอย่างรวดเร็ว การออกแบบชิ้นส่วนรถยนต์ แบตเตอรี่พลังงาน และการประมวลผลส่วนประกอบอื่น ๆ ใหม่ เป็นความท้าทายที่มากขึ้นสำหรับโซลูชันที่มีอยู่ และทำให้เกิดข้อกำหนดที่สูงขึ้นสำหรับความถี่ในการสตาร์ท-หยุดและความแม่นยำในการวางตำแหน่งของแขนกลในการเชื่อม
ทำอย่างไรจึงจะบรรลุการเชื่อมด้วยเลเซอร์ความเร็วสูงบนส่วนประกอบพื้นผิวขนาดใหญ่ที่ซับซ้อน?ความยาวโฟกัสที่รวดเร็วจะปรับภายใต้ความสูงการทำงานที่แตกต่างกันได้อย่างไร ทั้งหมดนี้กลายเป็นการอัพเกรดกระบวนการเชื่อมที่ยาก
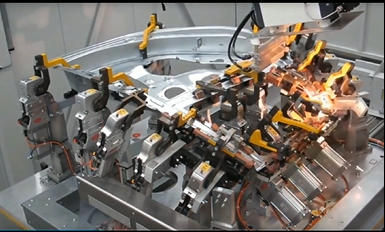
เราสามารถอัพเกรดหัวสแกน 2 มิติในอุปกรณ์ระบบเชื่อมด้วยเลเซอร์สแกนให้เป็นระบบโฟกัสไดนามิก 3 มิติได้ แกนไดนามิกทิศทาง Z ของระบบโฟกัสไดนามิกสามารถทำงานร่วมกับแกน XY ได้เมื่อระยะการทำงานเปลี่ยนแปลงไปในระหว่างกระบวนการเชื่อม แกนไดนามิกทิศทาง Z จะเคลื่อนที่ไปมาเพื่อชดเชยโฟกัส จึงสามารถรับประกันความสม่ำเสมอของจุดโฟกัสในกระบวนการทำงานทั้งหมด และตระหนักถึงการเชื่อมแบบบูรณาการความเร็วสูงของ ชิ้นส่วนพื้นผิวที่ซับซ้อนจำนวนมาก และลดเวลาการวางตำแหน่งของแขนหุ่นยนต์และเวลาขั้นตอนในการผลิตได้อย่างมาก
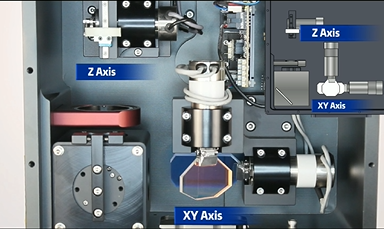
ในเวลาเดียวกัน เพื่อลดข้อผิดพลาดในการวางตำแหน่งที่เกิดจากการสตาร์ทและหยุดบ่อยครั้งของแขนกล การปรับโฟกัสอย่างรวดเร็วของความสูงที่แตกต่างกันสามารถทำได้ผ่านการประสานงานที่สมบูรณ์ระหว่างแกนไดนามิกทิศทาง Z และแกน XY ของไดนามิก ระบบโฟกัสและจบงานเชื่อม ประสิทธิภาพได้รับการปรับปรุงอย่างมาก ง่ายต่อการบรรลุระบบอัตโนมัติของสายการผลิต
รู้เพิ่มเติมจากช่อง FEELTEK TECHNOLOGY
เวลาโพสต์: Sep-23-2022