लेजर वेल्डिंग 1970 को दशक देखि महत्वपूर्ण लेजर सामग्री प्रशोधन प्रविधिहरु मध्ये एक हो।
प्रविधिको निरन्तर परिपक्वता र लेजर उपकरणहरूको मूल्य गिरावटको साथ, लेजर वेल्डिङ योजनाहरू विभिन्न उद्योगहरूमा व्यापक रूपमा प्रयोग भएको छ।

HIGHYAG, TRUMPF जस्ता औद्योगिक कम्पनीहरूले प्रक्रिया आवश्यकताहरू अनुसार लेजर स्क्यानिङ वेल्डिङ प्रविधि र उपकरणहरूको अनुसन्धान र विकासमा प्रयासहरू गरेका छन्, र कुशल लेजर स्क्यानिङ वेल्डिङ प्लान्ट समाधानहरू हासिल गरेका छन्।

परम्परागत वेल्डिंग टेक्नोलोजीको तुलनामा, लेजर स्क्यानिङ वेल्डिङको अधिक सटीक र अधिक कुशल फाइदाहरू पूर्ण रूपमा प्रमाणित गरिएको छ।
यस बीचमा, औद्योगिक विशेषज्ञहरूले लेजर वेल्डिंग अनुप्रयोग प्रविधिलाई सुधार गर्न जारी राख्छन्, यस प्रक्रियालाई थप उद्योगहरूमा प्रयोग गर्न प्रवर्द्धन गर्न।
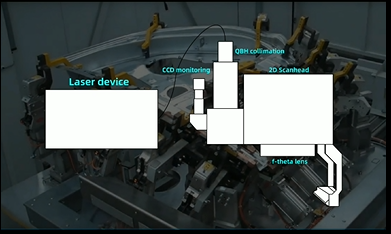
लेजर स्क्यानिङ वेल्डिङ प्रणालीको साझा सेटमा पाँचवटा कोर मोड्युलहरू हुन्छन्: लेजर उपकरण, QBH कोलिमिसन, CCD निगरानी, स्क्यान हेड, र f-theta लेन्स।
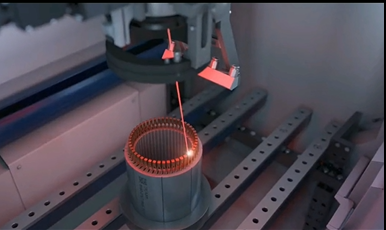
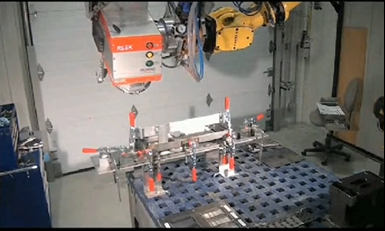
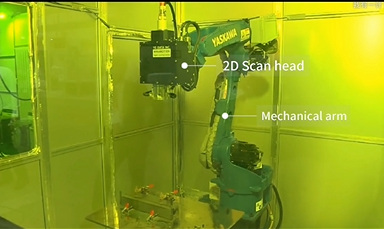
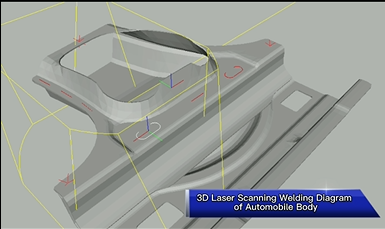
प्रारम्भिक चरणमा, लेजर वेल्डिङ समाधानले मुख्यतया मेकानिकल आर्मसँग जोडिएको 2D स्क्यान हेड प्रयोग गर्यो, मेकानिकल हातको लचिलो आन्दोलनको प्रयोग गरेर धेरै डिग्री स्वतन्त्रताको साथ मेशिनिङ क्षेत्रमा सबै बिन्दु वेल्डिङलाई निश्चित फोकल लम्बाइमा महसुस गर्न। यो समाधान व्यापक रूपमा अटोमोबाइल निकायहरू र स्पेयर पार्ट्सको ठूलो निर्माणमा अटोमोटिभ लाइटवेटिंग हासिल गर्न लागू गरिएको छ।
स्वचालनको निरन्तर सुधारको साथ, लेजर स्क्यानिङ वेल्डिङ टेक्नोलोजीको प्रयोग उद्योगमा अझ व्यापक हुन्छ। उदाहरणका लागि, द्रुत रूपमा बढिरहेको नयाँ ऊर्जा वाहन उद्योगमा, अटो पार्ट्स, पावर ब्याट्रीहरू, र अन्य कम्पोनेन्टहरू प्रशोधन गर्ने नयाँ डिजाइन, यसले प्रस्तुत गर्दछ। अवस्थित समाधानको लागि ठूलो चुनौती र स्टार्ट-स्टप फ्रिक्वेन्सी र वेल्डिंगमा मेकानिकल हातको स्थिति सटीकताको लागि उच्च आवश्यकताहरू अगाडि राख्छ।
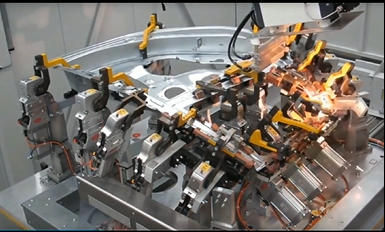
ठूलो जटिल सतह कम्पोनेन्टमा उच्च-गति लेजर वेल्डिंग कसरी प्राप्त गर्ने? विभिन्न कार्य उचाइहरू अन्तर्गत द्रुत फोकल लम्बाइ समायोजन कसरी प्राप्त गर्ने? यी सबै वेल्डिंग प्रक्रिया अपग्रेड गर्न गाह्रो भएको छ।
हामी लेजर स्क्यानिङ वेल्डिङ प्रणाली उपकरणमा 2D स्क्यान हेडलाई 3D गतिशील फोकस प्रणालीमा अपग्रेड गर्न सक्छौं, गतिशील फोकस प्रणालीको Z-दिशा गतिशील अक्षले XY अक्षसँग सहकार्य गर्न सक्छ।वेल्डिङ प्रक्रियाको क्रममा काम गर्ने दूरी परिवर्तन हुँदा, Z-दिशा गतिशील अक्ष फोकस क्षतिपूर्ति गर्न अगाडि पछाडि सर्छ, यसले सम्पूर्ण कार्य प्रक्रियामा स्पट फोकसको स्थिरताको ग्यारेन्टी गर्न सक्छ, र उच्च-गति एकीकृत वेल्डिंग महसुस गर्न सक्छ। जटिल सतह भागहरूको ठूलो दायरा, र रोबोट हातको स्थिति समय र उत्पादनमा चरण समय धेरै कम।
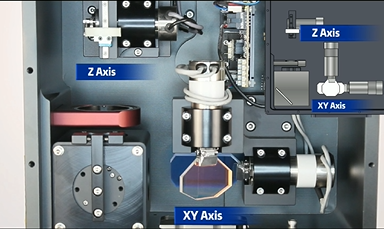
एकै समयमा, मेकानिकल हातको बारम्बार सुरु र बन्दको कारणले गर्दा स्थिति त्रुटि कम गर्न, विभिन्न उचाइहरूको द्रुत फोकस समायोजन Z-दिशा गतिशील अक्ष र गतिशीलको XY अक्ष बीचको पूर्ण समन्वयको माध्यमबाट महसुस गर्न सकिन्छ। फोकस प्रणाली, र वेल्डिंग कार्य समाप्त। दक्षता अत्यधिक सुधार भएको छ, उत्पादन लाइन स्वचालन प्राप्त गर्न सजिलो।
FEELTEK TECHNOLOGY च्यानलबाट थप जान्नुहोस्
पोस्ट समय: सेप्टेम्बर-23-2022