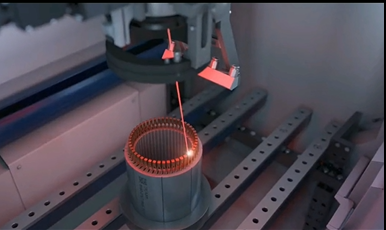
ການເຊື່ອມໂລຫະເລເຊີແມ່ນຫນຶ່ງໃນເຕັກໂນໂລຊີການປຸງແຕ່ງວັດສະດຸເລເຊີທີ່ສໍາຄັນນັບຕັ້ງແຕ່ຊຸມປີ 1970.
ດ້ວຍການເຕີບໃຫຍ່ຢ່າງຕໍ່ເນື່ອງຂອງເຕັກໂນໂລຢີແລະການຫຼຸດລົງຂອງລາຄາຂອງອຸປະກອນເລເຊີ, ໂຄງການການເຊື່ອມໂລຫະ laser ໄດ້ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນອຸດສາຫະກໍາຕ່າງໆ.

ບໍລິສັດອຸດສາຫະກໍາເຊັ່ນ HIGHYAG, TRUMPF ໄດ້ເອົາໃຈໃສ່ໃນການຄົ້ນຄວ້າແລະການພັດທະນາເຕັກໂນໂລຊີການເຊື່ອມໂລຫະ laser scanning ແລະອຸປະກອນຕາມຄວາມຕ້ອງການຂອງຂະບວນການ, ແລະບັນລຸໄດ້ປະສິດທິພາບ laser scanning ໂຮງງານການເຊື່ອມໂລຫະວິທີແກ້ໄຂ.

ເມື່ອປຽບທຽບກັບເທກໂນໂລຍີການເຊື່ອມໂລຫະແບບດັ້ງເດີມ, ຄວາມໄດ້ປຽບທີ່ຖືກຕ້ອງແລະປະສິດທິພາບຫຼາຍຂອງການເຊື່ອມໂລຫະດ້ວຍເລເຊີໄດ້ຖືກກວດສອບຢ່າງສົມບູນ.
ໃນເວລານີ້, ຜູ້ຊ່ຽວຊານດ້ານອຸດສາຫະກໍາຍັງສືບຕໍ່ປັບປຸງເຕັກໂນໂລຢີການເຊື່ອມໂລຫະ laser, ເພື່ອສົ່ງເສີມການນໍາໃຊ້ຂະບວນການນີ້ໃນອຸດສາຫະກໍາຫຼາຍຂຶ້ນ.
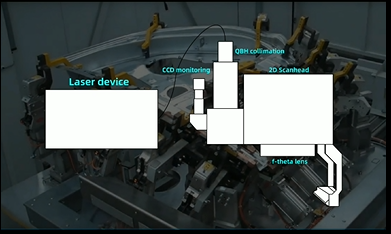
ຊຸດທົ່ວໄປຂອງລະບົບການເຊື່ອມໂລຫະການສະແກນເລເຊີປະກອບດ້ວຍຫ້າໂມດູນຫຼັກ: ອຸປະກອນເລເຊີ, ການລວບລວມ QBH, ການກວດສອບ CCD, ຫົວສະແກນ, ແລະເລນ f-theta.
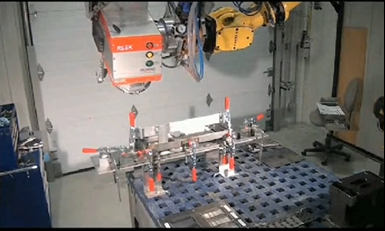
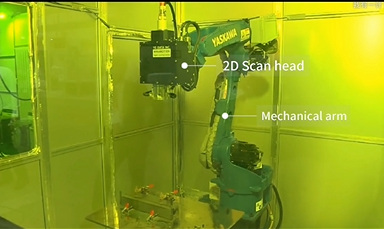
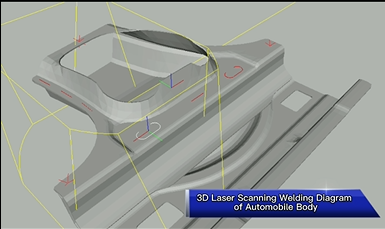
ໃນຕອນຕົ້ນ, ການແກ້ໄຂການເຊື່ອມໂລຫະເລເຊີສ່ວນໃຫຍ່ແມ່ນໃຊ້ຫົວສະແກນ 2D ປະສົມປະສານກັບແຂນກົນຈັກ, ການນໍາໃຊ້ການເຄື່ອນໄຫວທີ່ມີຄວາມຍືດຫຍຸ່ນຂອງແຂນກົນຈັກທີ່ມີລະດັບຄວາມອິດສະລະໃນຫຼາຍລະດັບເພື່ອຮັບຮູ້ຈຸດເຊື່ອມທັງຫມົດໃນພື້ນທີ່ເຄື່ອງຈັກໃນຄວາມຍາວໂຟກັດຄົງທີ່. ການແກ້ໄຂນີ້ໄດ້ຖືກນໍາໃຊ້ຢ່າງກວ້າງຂວາງໃນການຜະລິດຂະຫນາດໃຫຍ່ຂອງອົງການຈັດຕັ້ງລົດໃຫຍ່ແລະອາໄຫຼ່ເພື່ອບັນລຸນ້ໍາຫນັກເບົາຂອງລົດຍົນ.
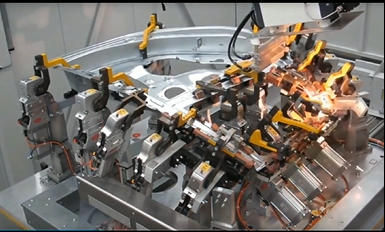
ດ້ວຍການປັບປຸງອັດຕະໂນມັດຢ່າງຕໍ່ເນື່ອງ, ການນໍາໃຊ້ເຕັກໂນໂລຊີການເຊື່ອມໂລຫະ laser scanning ໄດ້ກາຍເປັນຢ່າງກວ້າງຂວາງໃນອຸດສາຫະກໍາ. ສໍາລັບການຍົກຕົວຢ່າງ, ໃນອຸດສາຫະກໍາຍານພາຫະນະພະລັງງານໃຫມ່ທີ່ເພີ່ມຂຶ້ນຢ່າງໄວວາ, ການອອກແບບໃຫມ່ຂອງຊິ້ນສ່ວນລົດໃຫຍ່, ຫມໍ້ໄຟພະລັງງານແລະການປຸງແຕ່ງອົງປະກອບອື່ນໆ, ມັນນໍາສະເຫນີ. ສິ່ງທ້າທາຍຫຼາຍກວ່າເກົ່າຕໍ່ກັບການແກ້ໄຂທີ່ມີຢູ່ແລ້ວແລະວາງຄວາມຕ້ອງການທີ່ສູງຂຶ້ນສໍາລັບຄວາມຖີ່ຂອງການເລີ່ມຕົ້ນ - ຢຸດແລະຄວາມຖືກຕ້ອງຂອງຕໍາແຫນ່ງຂອງແຂນກົນຈັກໃນການເຊື່ອມໂລຫະ.
ວິທີການບັນລຸການເຊື່ອມໂລຫະດ້ວຍເລເຊີຄວາມໄວສູງໃນອົງປະກອບພື້ນຜິວທີ່ຊັບຊ້ອນຂະຫນາດໃຫຍ່? ເຮັດແນວໃດເພື່ອບັນລຸຄວາມຍາວໂຟກັສໄວປັບພາຍໃຕ້ຄວາມສູງຂອງການເຮັດວຽກທີ່ແຕກຕ່າງກັນ? ທັງຫມົດເຫຼົ່ານີ້ໄດ້ກາຍເປັນການຍົກລະດັບຂະບວນການເຊື່ອມທີ່ຍາກ.
ພວກເຮົາສາມາດຍົກລະດັບຫົວສະແກນ 2D ໃນອຸປະກອນລະບົບການເຊື່ອມໂລຫະເລເຊີເປັນລະບົບຈຸດສຸມແບບເຄື່ອນໄຫວ 3D, ແກນ Z-direction ຂອງລະບົບຈຸດສຸມແບບເຄື່ອນໄຫວສາມາດຮ່ວມມືກັບແກນ XY.ໃນຂະນະທີ່ໄລຍະຫ່າງການເຮັດວຽກມີການປ່ຽນແປງໃນລະຫວ່າງການເຊື່ອມໂລຫະ, ແກນແບບເຄື່ອນໄຫວ Z-direction ເຄື່ອນໄປມາເພື່ອເຮັດໃຫ້ການຊົດເຊີຍຈຸດສຸມ, ມັນສາມາດຮັບປະກັນຄວາມສອດຄ່ອງຂອງຈຸດສຸມໃສ່ໃນຂະບວນການເຮັດວຽກທັງຫມົດ, ແລະຮັບຮູ້ການເຊື່ອມໂລຫະທີ່ມີຄວາມໄວສູງ. ລະດັບຂະຫນາດໃຫຍ່ຂອງຊິ້ນສ່ວນຫນ້າດິນທີ່ສັບສົນ, ແລະຫຼຸດລົງຢ່າງຫຼວງຫຼາຍເວລາການຈັດຕໍາແຫນ່ງຂອງແຂນຫຸ່ນຍົນແລະເວລາຂັ້ນຕອນໃນການຜະລິດ.
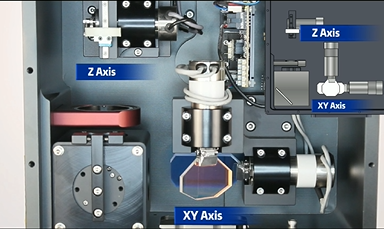
ໃນເວລາດຽວກັນ, ເພື່ອຫຼຸດຜ່ອນຄວາມຜິດພາດການຈັດຕໍາແຫນ່ງທີ່ເກີດຈາກການເລີ່ມຕົ້ນແລະຢຸດເລື້ອຍໆຂອງແຂນກົນຈັກ, ການປັບຈຸດສຸມຢ່າງໄວວາຂອງຄວາມສູງທີ່ແຕກຕ່າງກັນສາມາດຮັບຮູ້ໄດ້ໂດຍຜ່ານການປະສານງານຢ່າງສົມບູນລະຫວ່າງແກນ Dynamic ທິດທາງ Z ແລະແກນ XY ຂອງແບບເຄື່ອນໄຫວ. ລະບົບສຸມໃສ່ການ, ແລະສໍາເລັດຮູບການເຊື່ອມຕໍ່ການເຮັດວຽກ. ການປະສິດທິພາບໄດ້ຮັບການປັບປຸງສູງ, ງ່າຍທີ່ຈະບັນລຸອັດຕະໂນມັດສາຍການຜະລິດ.
ຮູ້ຈັກເພີ່ມເຕີມຈາກຊ່ອງ FEELTEK TECHNOLOGY
ເວລາປະກາດ: ກັນຍາ-23-2022