Laserové zváranie je od 70. rokov minulého storočia jednou z dôležitých technológií spracovania laserového materiálu.
S neustálou vyspelosťou technológie a poklesom cien laserových zariadení sa schémy laserového zvárania čoraz viac používajú v rôznych priemyselných odvetviach.

Priemyselné spoločnosti ako HIGHYAG, TRUMPF vynaložili úsilie na výskum a vývoj technológie laserového skenovacieho zvárania a zariadení podľa procesných požiadaviek a dosiahli efektívne riešenia laserového skenovania zváracích zariadení.

V porovnaní s tradičnou technológiou zvárania boli plne overené presnejšie a efektívnejšie výhody laserového skenovacieho zvárania.
Priemyselní experti medzitým pokračujú v zlepšovaní aplikačnej technológie laserového zvárania, aby podporili využitie tohto procesu vo viacerých odvetviach.
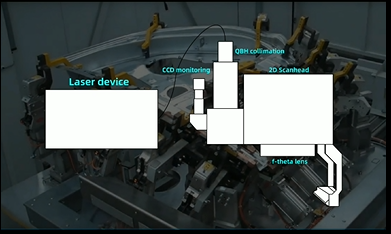
Bežná sada laserových skenovacích zváracích systémov pozostáva z piatich základných modulov: laserové zariadenie, QBH kolimácia, CCD monitorovanie, skenovacia hlava a f-theta šošovka.
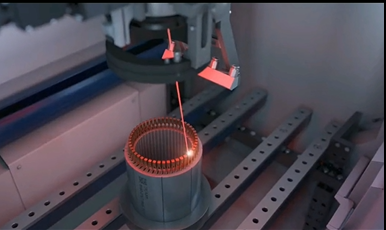
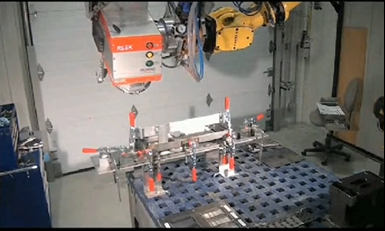
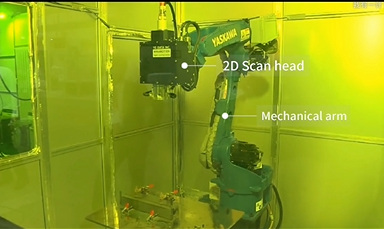
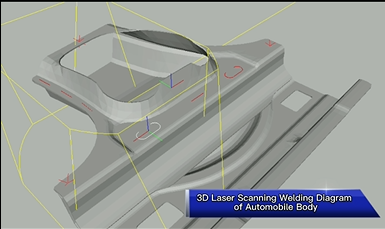
V počiatočnom štádiu riešenie laserového zvárania využívalo hlavne 2D skenovaciu hlavu kombinovanú s mechanickým ramenom, ktoré využívalo flexibilný pohyb mechanického ramena s viacerými stupňami voľnosti na realizáciu všetkých bodových zváraní v oblasti obrábania s pevnou ohniskovou vzdialenosťou. Toto riešenie sa široko používa v hromadnej výrobe automobilových karosérií a náhradných dielov na dosiahnutie odľahčenia automobilov.
S neustálym zdokonaľovaním automatizácie sa v tomto odvetví zväčšuje používanie technológie laserového skenovania. Napríklad v rýchlo rastúcom priemysle nových energetických vozidiel predstavuje nový dizajn automobilových dielov, napájacích batérií a iných komponentov. predstavuje väčšiu výzvu pre existujúce riešenie a kladie vyššie požiadavky na frekvenciu štart-stop a presnosť polohovania mechanického ramena pri zváraní.
Ako dosiahnuť vysokorýchlostné laserové zváranie na veľkých zložitých povrchových komponentoch?Ako dosiahnuť rýchle nastavenie ohniskovej vzdialenosti pri rôznych pracovných výškach?Všetko sa stalo náročným upgrade procesu zvárania.
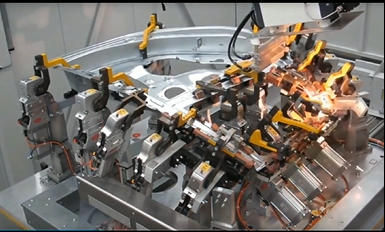
Môžeme upgradovať 2D skenovaciu hlavu v zariadení laserového skenovacieho zváracieho systému na 3D dynamický zaostrovací systém, dynamická os v smere Z dynamického zaostrovacieho systému môže spolupracovať v spojení s osou XY.Keď sa pracovná vzdialenosť počas procesu zvárania mení, dynamická os v smere Z sa pohybuje tam a späť, aby sa vykonala kompenzácia zaostrenia, môže zaručiť konzistenciu bodového zaostrenia v celom pracovnom procese a realizovať vysokorýchlostné integrované zváranie veľký rozsah zložitých povrchových častí a výrazne skracuje čas polohovania robotického ramena a čas kroku vo výrobe.
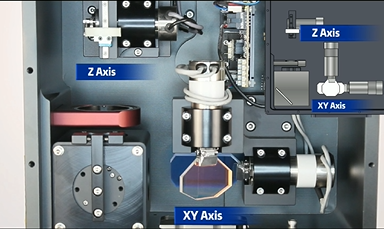
Súčasne, aby sa znížila chyba polohovania spôsobená častým spúšťaním a zastavovaním mechanického ramena, rýchle nastavenie zaostrenia v rôznych výškach sa môže realizovať prostredníctvom úplnej koordinácie medzi dynamickou osou v smere Z a osou XY dynamickej osi. zaostrovací systém a dokončite zváracie práce. Účinnosť sa výrazne zlepšila, ľahko sa dosiahne automatizácia výrobnej linky.
Zistite viac z kanála FEELTEK TECHNOLOGY
Čas odoslania: 23. septembra 2022