ავტოინდუსტრიის ინოვაციური პროცესის განვითარებასთან ერთად, მზარდი ლაზერული მარკირება და ლაზერული ჭრის ხსნარი გამოიყენება ავტო ზემო და ქვედა დინების ინდუსტრიულ ჯაჭვში.ამ პროცესებს შორის, 3D სკანირების თავმა (დინამიური ფოკუსის სისტემა) მიიღო თავისი უპირატესობა ავტო კომპონენტების დამუშავებაში, როგორიცაა დიდი ველის მარკირება, არარეგულარული ზედაპირის მარკირება სხვადასხვა ავტო აქსესუარებზე.ლაზერული პროცესის გამოყენება აღიარებულია ბაზარზე.


3D ლაზერული დამუშავების უპირატესობა ავტო ინდუსტრიაში
* კომპონენტების ნედლეულის დაზიანება არ არის
* დამუშავების დიზაინის მოდიფიკაცია მოქნილია, არედაქტირებს რთულ გრაფიკას, ტალღის სიგრძის მრავალ ვარიანტს.
* დიდი ზომის გამო ავტო კომპონენტების არარეგულარული ზედაპირით სხვადასხვა ნაწილში, ტრადიციული ლაზერული მარკირება ვერ მიაღწევს ამ პროცესის მოთხოვნებს.ამიტომ, 3D დინამიური ფოკუსის სისტემა დიდ ძალისხმევას უწყობს ხელს ამ პროცესში, მას შეუძლია მიაღწიოს 100*100 მმ-დან 1200*1200 მმ-მდე სამუშაო ველს, კომპონენტების უმეტესობა შეიძლება დასრულდეს ერთ დროს მაღალი სიჩქარით და ეფექტურობით.
დაამუშავეთ მოთხოვნა ავტო ინდუსტრიაში
* ლაზერული პროცესი ვერ აზიანებს ნედლეულს
* სხვადასხვა კომპონენტის მიზნობრივი სამუშაო დრო
* დიდი სამუშაო მოედანი, ერთსაფეხურიანი სამუშაო.
* დამუშავების მოთხოვნა: სინათლის გადაცემის ეფექტი ერთგვაროვანია კომპონენტების სამუშაო ზონაზე, ქვედა მარცვლის გარეშე.
პროცესის გადაწყვეტის კონფიგურაცია
პროგრამული უზრუნველყოფა: LenMark_3D დიდი ველის მარკირება
ტალღის სიგრძე: ბოჭკოვანი ან UV ლაზერული მოწყობილობა მოთხოვნის დამუშავების შესაბამისად
დინამიური ფოკუსის სისტემა:
ბოჭკოვანი სერია: F20Pro/F30Pro
UV სერია: U10Pro/U20Pro
საქმის გაზიარება 1
ავტო კომპონენტი: მანქანის ინტერიერი
ლაზერული მოწყობილობა: SPI G4 სერიული ლაზერი
დინამიური ფოკუსის სისტემა: FEELTEK 3D სკანირების თავი F20Pro
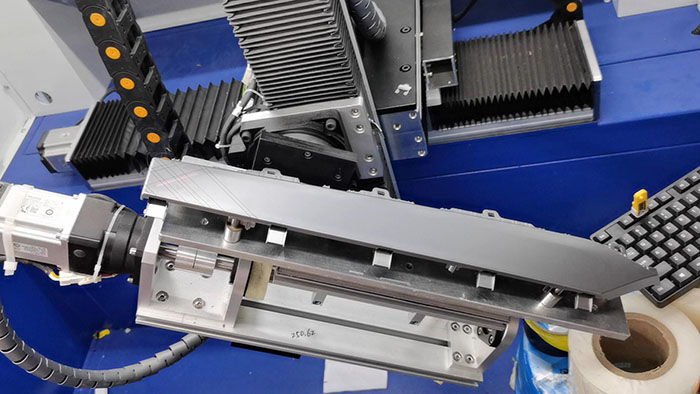
ძირითადი პუნქტები:
1. სამუშაო ველი 500*500*60მმ, უნდა დავრწმუნდეთ, რომ ერთიანი ლაქების ხარისხი მთლიან სამუშაო მოედანზე შესამჩნევი განსხვავების გარეშე.
2. 90° კუთხის კიდე საჭიროებს ნიშანს, საჭიროა მრავალი ფაილის დაკავშირების ფუნქციის გამოყენება.
3. ხაზის პოზიცია გრაფიკაში უნდა შედგებოდეს კომპონენტისგან, მოთხოვნას მოაქვს სირთულე კორექტირების ტესტის დროს.
სამუშაო ძალისხმევის ჩვენება:

საქმის გაზიარება 2
ავტო კომპონენტი: მანქანის უკანა შუქურა
ლაზერული მოწყობილობა: SPI G4 სერიული ლაზერი
დინამიური ფოკუსის სისტემა: FEELTEK F20Pro
ძირითადი პუნქტები:
1. სამუშაო ველი 400*400*80მმ ზედაპირის სიღრმე დიდია.
2. სინათლის ზედაპირის მასალა მგრძნობიარეა ლაზერის მიმართ, ამიტომ საჭიროა დარწმუნდეს, რომ ფოკუსური წერტილის სიზუსტეა 3D ზედაპირის მარკირებაზე, წინააღმდეგ შემთხვევაში, ზედაპირის მასალის ნათლად ამოღება შეუძლებელია.


სრული რეკომენდაცია ავტო კომპონენტების ლაზერული გამოყენების შესახებ
1. ამ პროცესს აქვს მაღალი მოთხოვნები სკანირების ხელმძღვანელის კონფიგურაციასა და შესრულებაზე.სკანირების თავის ადგილის ზომის, სიზუსტის, პოზიციის სიზუსტის, ტემპერატურის დრიფტის მოთხოვნა მაღალი სტანდარტია.ჩვენ გთავაზობთ FEELTEK Pro.ვერსია მუშაობის სტაბილურობის უზრუნველსაყოფად.
2. პროცესის მთლიანი რეგულირება (კალიბრაცია, პოზიცია, გამოსახულების დამუშავება და ა.შ.) რთულია, ამიტომ, ეს გამოსავალი დიდ მოთხოვნას აყენებს მანქანა ინტეგრატორებს, ინტეგრატორებს სჭირდებათ გაეცნონ დიდი ველის და 3D ზედაპირის ლაზერის სამუშაო პროცესებს.
3. კომპონენტის ზედაპირზე შეღებვა კრიტიკულია, ვარაუდობენ, რომ მისი შეღებვის სისქის შეცდომა უნდა გაკონტროლდეს 10μm-ის ფარგლებში, წინააღმდეგ შემთხვევაში, სამუშაოს შედეგი (ლაზერული მარკირება საღებავის მოსაშორებლად) შეიძლება სრულად არ მოიხსნას.
გამოქვეყნების დრო: ივლის-15-2021