Ավտոարդյունաբերության նորարարական գործընթացի զարգացման հետ մեկտեղ աճող լազերային մակնշման և լազերային կտրման լուծումը կիրառվել է Auto-ի վերին և ներքևի արդյունաբերական շղթայում:Այս գործընթացներից 3D սկանավորման գլուխը (դինամիկ ֆոկուսային համակարգ) ստացել է իր առավելությունը ավտոմատ բաղադրիչների մշակման մեջ, ինչպիսիք են դաշտի մեծ գծանշումը, տարբեր Ավտո պարագաների վրա մակերեսի անկանոն նշումը:Լազերային պրոցեսի կիրառումը ճանաչվել է շուկայի կողմից։


3D լազերային մշակման առավելությունը ավտոարդյունաբերության վրա
* Բաղադրիչների հումքի վրա վնաս չկա
* Մշակման դիզայնի փոփոխությունը ճկուն է, խմբագրում է բարդ գրաֆիկա, ալիքի երկարության բազմաթիվ տարբերակներ:
* Տարբեր մասերում ավտոմատ բաղադրիչների անկանոն մակերեսով մեծ չափերի պատճառով ավանդական լազերային մակնշումը չի կարող հասնել այս գործընթացի պահանջներին:Հետևաբար, 3D դինամիկ ֆոկուս համակարգը մեծ ջանքեր է գործադրում այս գործընթացին, այն կարող է հասնել 100*100 մմ-ից մինչև 1200*1200 մմ աշխատանքային դաշտ, բաղադրիչների մեծ մասը կարող է միաժամանակ ավարտվել բարձր արագությամբ և արդյունավետությամբ:
Ընթացակարգի հարցումը ավտոարդյունաբերության մեջ
* Լազերային գործընթացը չի կարող վնասել հումքը
* Տարբեր բաղադրիչների նպատակային աշխատանքային ժամանակը
* Աշխատանքային մեծ դաշտ, մեկ քայլ աշխատանք։
* Մշակման հարցում. լույսի փոխանցման էֆեկտը միատեսակ է բաղադրիչների աշխատանքային տարածքում, առանց ներքևի հատիկի:
Գործընթացի լուծման կոնֆիգուրացիա
Ծրագրային ապահովում՝ LenMark_3D մեծ դաշտի նշում
Ալիքի երկարություն՝ մանրաթելային կամ ուլտրամանուշակագույն լազերային սարք՝ ըստ գործընթացի պահանջի
Դինամիկ ֆոկուս համակարգ.
Օպտիկամանրաթելային սերիա՝ F20Pro/F30Pro
Ուլտրամանուշակագույն սերիա՝ U10Pro/U20Pro
Գործի փոխանակում 1
Ավտո բաղադրիչ. Ավտոմոբիլային ինտերիեր
Լազերային սարք՝ SPI G4 Սերիական լազեր
Դինամիկ ֆոկուսային համակարգ՝ FEELTEK 3D սկանավորող գլուխ F20Pro
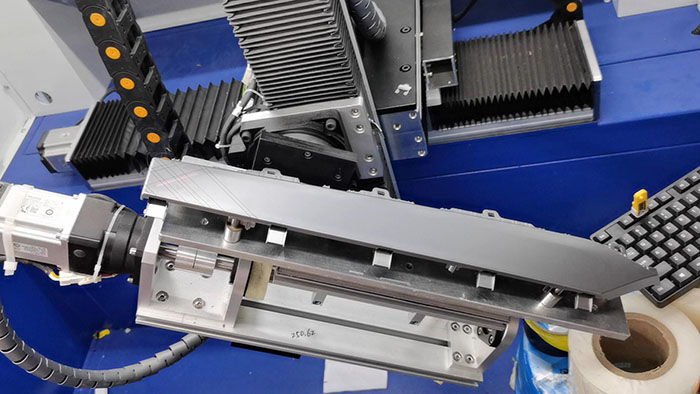
Հիմնական կետերը.
1. Աշխատանքային դաշտ 500 * 500 * 60 մմ, պետք է համոզվեք, որ միասնական կետի որակը ընդհանուր աշխատանքային դաշտում առանց տեսանելի տարբերության:
2. 90° անկյունային եզրը պահանջում է նշան, անհրաժեշտ է կիրառել բազմաթիվ ֆայլերի միացման գործառույթ:
3. Գծի դիրքը գրաֆիկում պետք է բաղկացած լինի բաղադրիչից, հարցումը բերում է ճշգրտման թեստի դժվարություն:
Աշխատանքային ջանքերի ցուցադրում.

Գործի փոխանակում 2
Ավտո բաղադրիչ. Ավտոմոբիլային հետևի լույս
Լազերային սարք՝ SPI G4 Սերիական լազեր
Դինամիկ ֆոկուսային համակարգ՝ FEELTEK F20Pro
Հիմնական կետերը.
1. Աշխատանքային դաշտ 400*400*80մմ մակերեսի խորությունը մեծ է։
2. Լույսի մակերևույթի նյութը զգայուն է լազերի նկատմամբ, ուստի այն պետք է համոզվի, որ կիզակետային կետի ճշգրտությունը 3D մակերևույթի գծանշման վրա, հակառակ դեպքում, մակերեսային նյութը չի կարող հստակորեն հեռացվել:


Ընդհանուր առաջարկություն Ավտո բաղադրիչների լազերային կիրառման վերաբերյալ
1. Այս գործընթացը մեծ պահանջներ ունի սկանավորման գլխի կազմաձևման և կատարման վերաբերյալ:Գլխի սկանավորման կետի չափի, ճշգրտության, դիրքի ճշգրտության, ջերմաստիճանի շեղման պահանջը բարձր ստանդարտ է:Առաջարկում ենք FEELTEK Pro.Տարբերակ՝ աշխատանքի կայունությունն ապահովելու համար:
2. Գործընթացի ընդհանուր կարգավորումը (կալիբրացիա, դիրք, պատկերի մշակում և այլն) բարդ է, հետևաբար, այս լուծումը մեծ պահանջ է ներկայացնում մեքենայական ինտեգրատորներին, ինտեգրատորները պետք է ծանոթանան մեծ դաշտի և 3D մակերեսային լազերային աշխատանքային գործընթացներին:
3. Բաղադրիչի մակերեսի ներկումը կարևոր է, առաջարկվում է, որ դրա ներկման հաստության սխալը պետք է վերահսկվի 10 մկմ-ի սահմաններում, հակառակ դեպքում աշխատանքի արդյունքը (լազերային նշում՝ ներկը հեռացնելու համար) կարող է ամբողջությամբ չհեռացվել:
Հրապարակման ժամանակը` Հուլիս-15-2021